Call us on +44 (0)1327 842808 |

Call us on +44 (0)1327 842808 |
Premium Road Track Mats 2410mmx1200x12/20
Temporary access and ground protection mats.
These mats are designed to safeguard your grass or pavement during construction,
landscaping, or any event requiring heavy machinery and equipment.

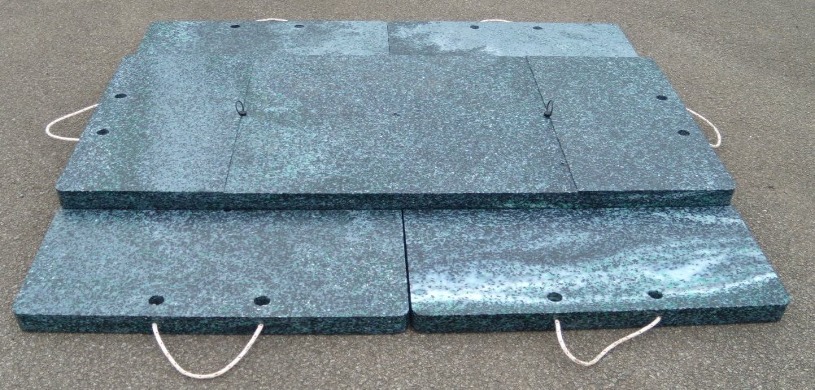
Premium Crane Outrigger Pads Size Range:


NEW 800 x 60mm & 1000 x 60mm Round Pads.
Handles are placed on the flat of the pad to minimise damage to the rope when the pad is rolled along the ground.
These pads are ideal for use in public or hazardous areas. Our high visibility outrigger pads alert pedestrians and operators to the potential trip hazard of the stabiliser pads.
These premium high visibility pads offer tough and stable support for stabiliser legs and these yellow high visibility options are commonly used in parking areas, pavements, roadsides and pedestrianised walkways, but can be used in any application where potential hazards may occur.
High visibility pads are available from stock in the following sizes:
All other pads sizes are also available from stock for immediate despatch or collection from our warehouse.
D19 Stabiliser Pads Quality Statement
Check out some of the latest products we are selling through our website. If you have any questions please get in contact. LINK TO SHOP


PCM’s premium quality crane stabiliser/outrigger foot pads and locking stabiliser pad stowage boxes are ideal for lorry loader cranes, mobile cranes, access platforms, plant and equipment, recovery vehicles, skips.
PCM’s premium stabiliser/outrigger pads are produced from recycled high molecular weight polyethylene produced to various DIN standards. This material is made only from new production remainders, and when reprocessed, has the same properties as material produced from new raw material.
PCM outrigger pads are easy to handle and offer excellent durability, strength and stability together with reliable load distribution.
Having carried out extensive product testing, ‘cheap’ stabiliser/outrigger pads made from secondary recycled materials are not a product PCM would offer.
PCM also offer round pads as an option for the larger sizes where manual handling is a concern.
PCM premium round pads are available in 800 x 60mm & 1000 x 60mm sizes from stock.
For the PCM round pads, handles are placed on the flat of the pad to minimise damage to the rope when the pad is rolled along the ground.
Available in various sizes. Please contact our Sales team on 01327 842808 for full details.
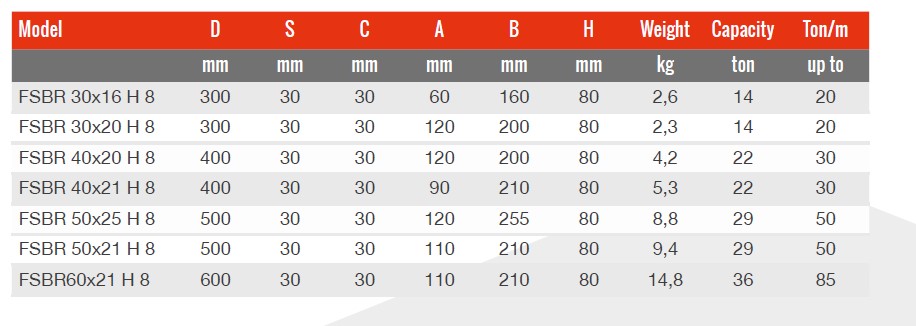

1.2M x 600mm x 60mm.
1.5M x 750mm x 60mm
These premium pads can be purchased individually or as a set of three pads to form the 1.2m x 1.2m square and the 1.5m x 1.5m square. The third pad fits into the recess on top of the first two pads and held in place by two pins. Pins are supplied when a set of three pads are purchased.

We are pleased to say we are now able to offer the additional service of stamping each square stabiliser foot pad with your Company Name, Vehicle Registration Number, Telephone Number etc. Maximum of three lines per pad. The maximum number of letters per line is 20 and approximately 35 letters in total. Good discounts given for bulk orders. Stop all the confusion on site of which pad belongs to which vehicle or company. We are unable, at the present time, to stamp the round pads. Please ring our Sales team for more information and prices.
We also stock pad stowage boxes suitable for the 300 x 300 x 40 pad up to 800 x 800 x 60 pad.
The stowage boxes can be supplied in single (for one pad) or double (holds 2 pads) sizes.
Click for crane stabiliser pad box dimensions.
NEW ADDITION – Electric conductive pads (also anti-slip), to ensure good grounding electric and excellent stability in any condition.
The pad is equipped with an interlocking system in 3mm thick steel, which connects the upper surface (surface where the stabilizer foot rests) to the lower surface (surface where the plate rest on the ground), so as to allow good electrical conductivity.
Furthermore, thanks to the 3 antislip inserts, it becomes unbeatable in terms of stability even in the worst situations.
Check out some of the latest products we are selling through our website. If you have any questions please get in contact. LINK TO SHOP

Fill in the form below and a member of the team will be in touch with you shortly.
Mon – Thur 8am – 5.30pm
Friday 8am – 5pm.
Wharf Works, Three Bridges Road, Long Buckby Wharf,
Northamptonshire, NN6 7PP.
© 2025 PCM Transport and Handling
Web Design and Marketing by Loop Digital